カービッド掘削ツールとは何か? 適切なカービッド掘削ツールを選択する方法
ドロウ・カーバイド・プレシジョン株式会社 業界ガイド:カーバイド・ボーリング・ツール選択を解明
2025年2月20日** - 製造知能が加速するにつれ,ドロウ・カービッド・プレシジョン (Drow Carbide Precision Ltd.) は今日,公式に"高精度切削ツール選択ホワイトペーパー"を公開しました.機械加工企業のためのカービッド掘削ツールの技術的特性と選択戦略の詳細な分析.
### カービッド掘削ツールの技術分析
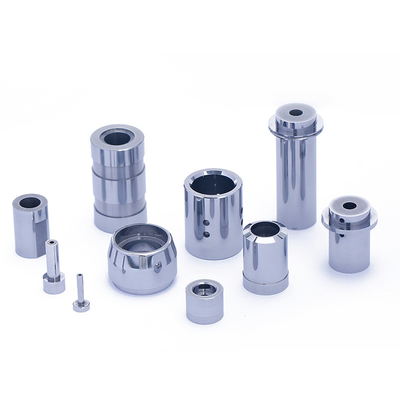
炭化物硬化物ベースの材料を用いて製造された炭化物掘削工具は,顕著な利点を示しています.
- **特殊耐磨性**:HRA92-94までの硬さ,HSSツールよりも5~8倍長く使用寿命
- 高熱安定性: 高速切削で800~1000°Cに耐える
- **精密加工**:表面荒さRa0.4-0.8μmでIT6〜IT7の耐受性グレードを達成
### 5次元の選択方法論
Drow Carbideの CTOは 5つの重要な側面を考慮することを推奨しています
1材料の互換性
鋳鉄用CVDコーティングツール,不?? 鋼用PVDナノコーティングツール
2. **操作特有のツール選択**
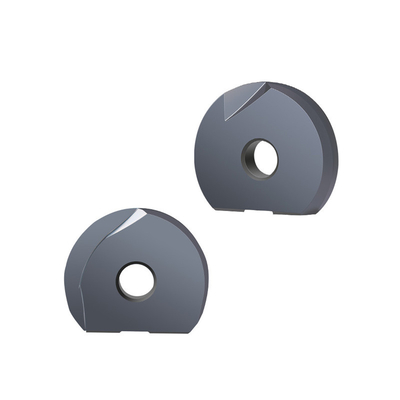
- 顔のグルーブ
▸ エンジン ブロック オイル 溝 (幅 2-8mm) に 適し
▸ 85° の 接近 角度 で TPGX を 挿入 する
▸ アルミ合金 の 切断 速度 [v_c = 120-180m/min]
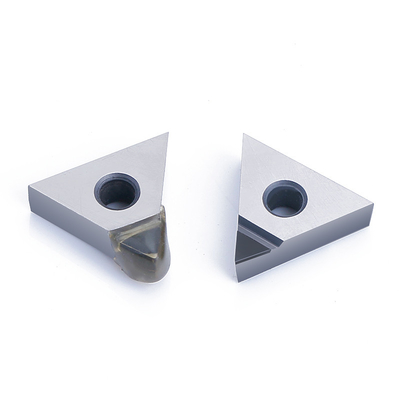
- 退屈なプロフィール
▸ 航空宇宙 部品 の 複雑な 輪郭 加工
▸ ±0.01mm の重複性 を有する 変数 ジオメトリ の 掘り出し 頭 を 使用 する
▸ 切片割断器の幾何学: [λ = 15°-20°] 鉄鋼加工用
- 内部スレッドリング
▸ 液圧 マニホールド で メトリック/UN スレッド 加工
▸ TiAlN コーティング付きの 60° V型挿入物
▸ ISO メトリック スレッド の 供給 速さ [f=ピッチ × 0.7]
- 退屈を逆にして
▸ タービン 蓋 の 後部 加工
▸ 45° の 鉛 角 を 持つ 逆 角 の 切断 機
▸ 硬さ要求: 5xD の上垂で [k geq 200N/μm]
- 内面の退屈さ
▸ 一般 的 に 精密 な 穴 の 仕上げ
▸ 0.001mm の 調整 解像度 を 持つ モジュール型 掘削 システム
▸ 補助 支え を 持た ない 幅 と 幅 の 比 [L/D p. 4]
3. **幾何学的パラメータ**
材料の硬さに基づく格子 γ 選択:
[
γ =
開始 {ケース}
8°~10°& text{鋳鉄}
12°-15°& text{アルミ合金}
終了 {ケース}
]
4ツールホルダーシステム
高速 (≤18,000rpm) のアプリケーションのHSKと重量切断のCAPTO
5. **サプライヤーの能力**
ツールプレセットサービス,現場サポート,カスタムソリューションの応答性を評価する
*Drow Carbide Precision Ltdについて*
国内ハイテク企業として,私たちは12のカービッドツール特許を保有し,ドイツ製の5軸のツール磨きクラスターを運営し,72時間の迅速なカスタマイズを提供しています.www.drowcn.cn.
*メディア連絡:
販売マネージャー チェンさん ワットサップ+8618975739143 ザロ+8615622340665
メール: csc@drowcn.cn*


 メッセージは20〜3,000文字にする必要があります。
メッセージは20〜3,000文字にする必要があります。