ホーム
企業情報
会社概要
会社案内
品質管理
製品
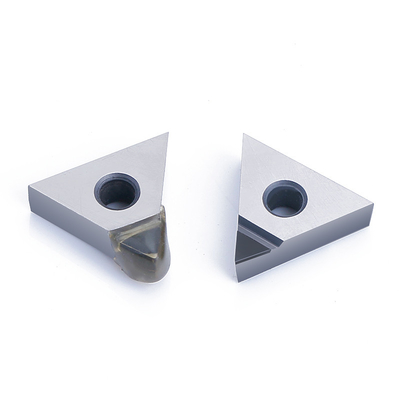
挿入物を切る炭化物
VBGT1103炭化物の回転挿入物
DCGT 11T3の炭化物の回転挿入物
挿入物を切るISO9001炭化物
炭化物の回転挿入物
ISOの炭化物の回転挿入物
炭化物の旋盤の回転挿入物
TKFB16は回転挿入物を旋盤にかける
挿入物に溝を作る炭化物
耐久性CNCの旋盤の挿入物を
挿入物に溝を作る耐久性の炭化物
TGF32 GTMH32-VT-075Rの旋盤の溝用具
穿孔器型の部品
カスタマイズされた穿孔器型の部品
炭化タングステンの穿孔器型の部品
ガラス レンズの光学型
炭化物ボーリング用具
MXRの逆ボーリング棒
用具に溝を作る内部の表面炭化物
背部逆の退屈な棒
炭化タングステン材料
固体炭化タングステン材料
リーマーの固体炭化物棒
切削工具の炭化タングステン棒
炭化物の製粉の挿入物
WDMW06T320ZERの炭化物の製粉の挿入物
球のIndexable製粉の挿入物
P3204炭化物の製粉の挿入物
挿入物に通す炭化物
挿入物に通すTT32 R6002の炭化物
TTX32R 6000の外的な通る挿入物
挿入物に通す外的な炭化物
断ち切られた挿入物
挿入物に溝を作る鋼鉄炭化物の処理
TKF12炭化物の挿入物の分割用具
小さい直径は挿入物を断ち切った
PCDの回転挿入物
PCDの回転挿入物用具
挿入物を切るCNCの旋盤のpcd
高性能PCDの回転挿入物
炭化物の訓練用具
口径測定なしの炭化タングステンビット
平らなすねの端の炭化物の訓練用具
炭化タングステンマイクロ ボーリング用具
炭化物の端のフライス
固体炭化物の鋸歯
CNCのバイト ホルダー
VRショー
お問い合わせ
見積依頼
English
Français
Deutsch
Italiano
Русский
Español
Português
Nederlandse
ελληνικά
日本語
한국
العربية
हिन्दी
Türkçe
Indonesia
Tiếng Việt
ไทย
বাংলা
فارسی
Polski
ごめんなさい!この製品はもはや利用できません.
あなたにご興味のある関連商品があるか見てみましょう
推奨する製品
耐腐食性と耐摩耗性を備えた、プレス加工用超硬合金ソリッドファイン研削ロッド
高横破断強度向け、RA0.4表面粗さおよびTiN表面処理を施したカスタマイズされた超硬パンチダイ
円筒研削技術向け、研磨または精密研削表面を備えた精密プロファイル研削PGパンチピンおよびパンチダイコンポーネント
高精度 ±0.001mm タングステンカーバイドパンチピン 高速スタンピング用 研磨または精密研削
新エネルギー自動車向け、RZ~~0.2um表面粗さの研磨パンチ金型と超硬ダイス、短納期対応
迅速な配達 安定した品質 地面表面タングステンカーバイドダイスと缶製造ダイス
精密パンチ金型部品、±0.001mm精度、複合キャビティと研磨面を備えたプレス加工用
高精度 ±0.001mm タングステンカーバイドパンチ金型部品、短納期と安定した品質
家電製品、電子通信、自動車向け非標準カスタムパンチ金型部品 冷間鍛造金型
鍛造および締結ダイス用の、±0.001mm精度でカスタマイズされたタングステンカーバイドパンチ金型部品
迅速な納期で、±0.001mm精度とRZ~~0.2um表面粗さを実現した、カスタマイズされた超硬金型
自動車産業向け、±0.001mm精度、RZ~~0.2um表面粗さのキンイェット高精度超硬パンチ金型部品
迅速な納期と安定した品質を実現する、RZ~~0.2um表面粗さのカスタマイズされた高精度パンチ金型部品
±0.001mm精度と円筒研削技術を備えた、カスタマイズされた非磁性グレードパンチ金型部品
リチウム電池巻線機用高精度超硬コイルニードル、精度±0.001mm、研磨表面
TGF32 Carbide Grooving Inserts parting and grooving inserts For CNC Lathe Holder
Drow TGF32L 150 010 Carbide Grooving Insert 1.5mm CW 2.5mm CDX
Drow TGF32L 200 010 Carbide Grooving Insert 2.0mm CW for CNC Lathes
TKF16 Carbide Cutoff Inserts 1.5-2.0mm CW for CNC Lathe
Drow TGF32 Carbide Grooving Insert 0.33-2.50mm for CNC Lathe